


The on-going expansion of Transnet’s bulk iron ore terminal at Saldanha Bay has meant that the routing of vast quantities of material from the rail receiving stations to the shipping points became a logistical nightmare that was expanding exponentially and prone to expensive errors. It was time for a change.
Background
Iron ore is delivered to the port along a dedicated ore railway managed by Transnet Freight Rail (TFR) from the mines near Sishen in the Northern Cape. Several world records have been set at the Sishen mines including the largest single blasting operation where 7,2 million tons of rocks were broken during a single blast in April 1981. The ore is usually transported to Saldanha by trains comprising 214 wagons each carrying 100 tons of ore, (ie, a total of 21 400 tonnes per train). A train with 660 wagons recently set a new world record for the longest train and heaviest load from Sishen to Saldanha with a total load of 68 640 tonnes of ore and a length of over 7,5 km.
From the rail delivery points, the iron ore is transported by conveyor to stockpiles where it is handled by stacker-reclaimers into fine, coarse and lumpy ore piles and from which it will then be transported by 2,5 km long conveyors onto ships for export.
Figure 1 shows the exponential nature of the routing problem as applicable to one, three and nine conveyors. But the bulk ore terminal has six sources, seven destinations and twenty-five conveyors. The existing system consisted of pages upon pages of hard-wired routes which was user-unfriendly, unmanageable and a nightmare to update in view of the continuous expansion of the terminal. For example, the introduction of each new conveyor would result in the possibility of another 40 routes (yet another page of buttons).
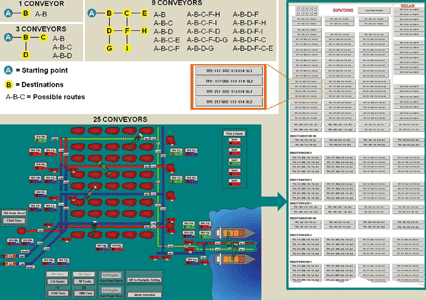
Selecting the appropriate route was an exercise in patience that could prove useless because the selected sequence of conveyors could be unavailable due to maintenance, being in manual mode or part of another selected route.
Implementation
What was needed was a dynamic routing system that would cope with the port’s expansion and that would allow operations and management to keep track of material and to record the routes used.
The answer to the existing complexity of route selection was a pop-up prompting the operator for the source and destination of the raw material with the system doing the rest after checking for route and individual conveyor availability.
“We designed the module with the intention to integrate with the port’s material tracking system (MTS),” says Emma Livesey, control engineer at consulting engineering company Hatch Africa. “The MTS would, in turn, merge the routing information with other data and generate the necessary management reports.”
The port had been using Wonderware products and it was natural to continue with proven solutions but to upgrade the existing System Platform and InTouch (HMI/SCADA) to their latest releases.
“The System Platform, based on ArchestrA’s object-oriented technology, allowed us to define standards up front before developing code. We also defined a toolbox containing our templates,” says Livesey. “We created a conveyor belt template and then created instances of that template each representing a conveyor belt on site. This checks in real-time for the belt being in manual mode, tripped, scheduled for maintenance or already in use – in other words, we check each conveyor’s availability. The System Platform topology makes adding a conveyor very easy because all the engineering has been done up-front. Additions to the system can be implemented by a technician on site who does not need coding experience. This approach saves the client money as HMGJV (Hatch, Mott McDonald and Goba Joint Venture) would not have to be called back to support the system expansion.”
The system uses the belt status together with the specified source and destination as inputs to a specially built ArchestrA object which calculates the shortest possible route. This is then sent to the ‘Unit’ instance (according to ISA-88 standards) which calculates the additional equipment which will be required and the correct placement of such equipment – for example, making sure that the moving head of a conveyor is placed over the correct downstream conveyor. This information is sent to the PLC where a synchronised start of the conveyor route is initiated.
Benefits
* Dynamic, user-friendly routing system that can grow with the port and which is in the control of port personnel.
* Elimination of invalid route selection.
* Real-time checking of successful delivery while catering for emergency events.
* A scalable and flexible application which allows for defining increased site functionality and to easily make changes to that functionality (eg, editing a template and rapidly propagating the change to all its instances).
For more information contact Deon van Aardt, Wonderware Southern Africa, 0861 WONDER, [email protected], www.wonderware.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version