

The smooth running of production processes is dependent on variables ranging from supplier reliability to plant availability. But exactly how does one get the most from plant assets that are directly responsible for the health of the company’s bottom line?
Whether in mining or manufacturing, production lines go down – that is a given fact. Breakdowns in industrial manufacturing systems can have a significant impact on the profitability of a business. Expensive production equipment is idle, labour is no longer optimised and the ratio of fixed costs to product output is affected negatively.
But, as one focuses on rectifying the problem, its ripple effects are seldom given any thought. For example, if a nut and bolt manufacturer starts to produce sub-standard products or if production volume reduces to any degree, manufacturers of car sub-assemblies may not be able to supply the car manufacturer with the required quantities of subassemblies to complete orders. But nuts and bolts are not only used in car sub-assemblies so a much wider market is affected. And what if the steel manufacturer that supplies the nut and bolt manufacturers with their raw material has a production problem?
So, an isolated production problem is anything but isolated because it is almost never independent of other production problems and processes. Because of this cascade effect, the further up the value chain we go, the more important reliable production becomes and primary production processes such as mining, that operate on a 24/7 basis can never recover from a production loss. That waste of resources is gone forever and can never be restored – awesome responsibility for whoever is in charge.
If it works, do not fix it
No one will argue with the logic. But it is not going to carry on working forever. The question is, when will it stop working and what will be done about it when it does?
Figure 1 shows the typical equipment failure process. At point 1 it can be seen that typically, when equipment fails it fails quickly with little time for the predictive maintenance to be implemented. The inspections need to be done in such a manner that the failure becomes more predictable (eg, more regular inspection based on equipment run hours).
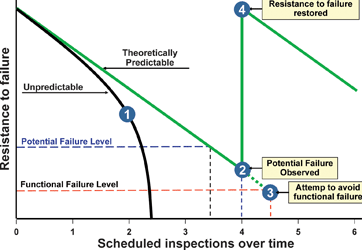
Condition-based monitoring (CBM) can lower the impact of this requirement for regular inspection by maintenance staff and will trigger a maintenance request as soon as the conditions associated with a potential failure occurs (point 2) while ensuring that the maintenance team is warned in good time before failure occurs. Once maintenance has taken place, the equipment’s resistance to failure is restored (point 3) and a functional failure (point 4) is avoided.
Maintenance is traditionally one of those under-appreciated areas of the business that everyone knows is important, but only gets real attention when something goes wrong. As soon as the problem is addressed and rectified, the company goes back to facing the challenge of how to balance the ongoing demands of looking after the plant and machinery with the need to squeeze the maximum value from each capital asset.
At a time when there is little appetite for massive new capacity investments in either Europe or North America, the spotlight is shifting more toward extracting the maximum gains from assets already in place. In their attempt to make the most of existing assets, a growing number of manufacturers are even starting to use maintenance for competitive advantage in an increasingly cut-throat market. This means that there seems to be a renewed emphasis with many manufacturers on making sure that maintenance is given the attention it deserves.
What to do?
Rapid repair of downed equipment is critical to business success and there are a number of approaches each having varying levels of acceptance as shown in Figure 2.
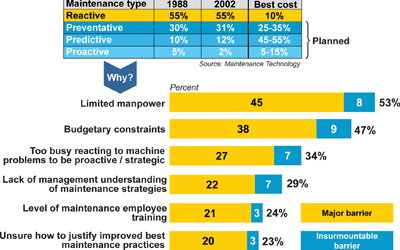
The study shows that proactive maintenance decreased between 1988 and 2002. The reasons listed were given to explain why this was the case. When asked, in most incidences maintenance staff replies were they are busy 'fighting fires' and are stuck at reactive maintenance but would like to move to predictive. The world class/best cost scenario would be to significantly reduce reactive maintenance and as can be seen by the results, predictive maintenance has room to grow and should be at least 45% of all maintenance done.
This is where CBM plays a vital role by providing systemic predictive maintenance capabilities that supports the maintenance staff by enabling computerised maintenance management systems (CMMS) to support their preventative maintenance programmes. Without this formal approach it is likely that staff will quickly slip back into the reactive maintenance regime.
Today, CBM is considered the optimal approach to asset capitalisation. In fact, it is a US Department of Defence policy that CBM be 'implemented to improve maintenance agility and responsiveness, increase operational availability and reduce life cycle total ownership'.
This is a maintenance method that is not based on opinion or the calendar but on current reality through the realtime condition monitoring of every component of the system under consideration. The idea is that maintenance will only be prescribed when it is necessary thereby eliminating unnecessary downtime.
While some may argue that CBM requires an undue level of realtime management, it may equally be argued that those companies most deserving of CBM have the scada and historian systems already in place that can be made to gather the needed data for CBM. Typically the Pareto principle should be applied when implementing a CBM solution focusing on the 20% of equipment that causes 80% of the production loss.
As systems get more costly and instrumentation and information systems tend to become cheaper and more reliable, CBM becomes an important tool for running a plant or factory in an optimal manner. More optimal operations will lead to lower production cost and lower use of resources. And lower use of resources may be one of the most important differentiators in a future where environmental issues become more important by the day.
Talking about resources, another important consideration is the reduced availability of skilled staff. The 'Fire Fighting' regime of many maintenance teams today spells disaster for businesses tomorrow as plant outage durations can only increase. CBM helps get the most from available human resources by involving all concerned and having them focus on factual issues. Wonderware’s Mtelligence CBM solution, for example, includes the plant operators in the feedback process with the result of increasing the reach of the maintenance team and their limited manpower resources.
A two-pronged approach
Wonderware Performance Software plays an important role in maintenance by providing information on the root cause of equipment failures. In many cases, downtime (lost production) may be the result of repeated equipment failures no matter the size of the equipment. This highlights the impact of failure on the overall equipment effectiveness (OEE) and also allows maintenance to prioritise the implementation of proactive and preventative maintenance.
OEE plays an important role in helping maintenance understand how they are impacting on the total asset availability as it affects production. On its own, downtime monitoring is only a historical record of what has happened and as such does not improve current asset utilisation. CBM on the other hand plays a far more important role in preventing failure and thus increasing potential asset utilisation.
But OEE has another effect. It can be shown that a relatively small increase in OEE, say 10%, can result in a surprising increase in profits (Figure 3). The more capital-intensive the industry (eg, mining), the larger the profit increase. This is due to overheads remaining largely constant as output increases proportionately. And as OEE is measured in realtime, the company can get a realtime indication on the health of its bottom line (at least insofar as production is concerned).
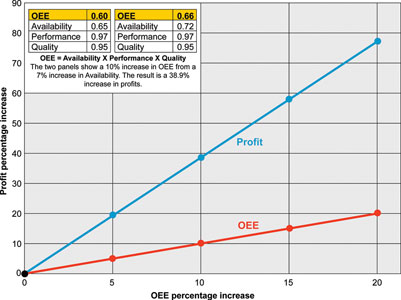
So, not only does CBM cut down on maintenance costs but OEE can drastically improve profits through the realtime measurement of plant availability, performance and product quality.
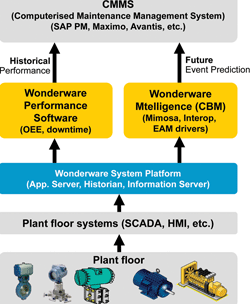
This two-pronged approach to a healthier bottom line is illustrated in Figure 4, where the use of the Wonderware System Platform simplifies the connection of both performance and CBM components to the plant floor providing a single, plant-wide source of information that does not alter as PLC code, communications and instrumentation changes on the plant floor.
For more information contact Justin Tweedie, Wonderware Southern Africa, 0861 WONDER, [email protected], www.wonderware.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version