

Introduction
MES (manufacturing execution system) has become a very popular TLA (three letter acronym) in recent years, amongst the various DCS, scada and IT-software vendors. When the application of this vitally important software is presented, most customers are swamped with techno-speak even more TLAs and jargon. This article will endeavour to explain the concept of MES in layman’s terms and highlight the key benefits available to the various role-players in the manufacturing environment.
What is MES?
The term manufacturing execution system was coined in the early 1990s and has evolved to include a host of software tools, from statistical process control (SPC) systems, systems that track and trace work orders throughout the production process, to data collecting systems and plant modelling systems.
According to the manufacturing enterprise solutions Association International (MESA), a non-profit association in the USA representing MES software vendors: "Manufacturing execution systems deliver information that enables the optimisation of production activities from order launch to finished goods. Using current and accurate data, MES guides, initiates, responds to and reports on plant activities as they occur. The resulting rapid response to changing conditions, coupled with a focus on reducing non-value-added activities, drives effective plant operations and processes. MES provides mission-critical information about production activities across the enterprise and supply chain via bi-directional communications."
The MES must not be confused with the management information system (MIS). An execution system does the following, using artificial intelligence, which an information system cannot:
* Making products.
* Making and measuring parts.
* Changing order priorities.
* Assigning and reassigning personnel.
* Assigning and reassigning inventory.
* Turning machines on and off.
* Moving inventory to and from workstation.
* Scheduling and rescheduling equipment.
* Supplier management.
Most manufacturing enterprises have a well-defined enterprise resource planning (ERP) system (such as SAP and JD Edwards) that provides management with decision-making information. Such systems have information regarding orders from customers, raw materials to be used and finished products in the warehouse, however the vital link to the actual production process is missing. Hence, work-in-progress data, information relating to the quantity and quality of goods actually produced is only available at the end of the production run. Normally any problems experienced during the production process are not immediately visible to the ERP and hence, under such circumstances, an unpleasant surprise awaits the order-filling personnel and management.
Now imagine a situation where the ERP and hence management have complete visibility into process operations, in addition to the inbound and outbound logistics. This is the difference the MES brings to an organisation with or without an ERP system!
Where does MES fit in?
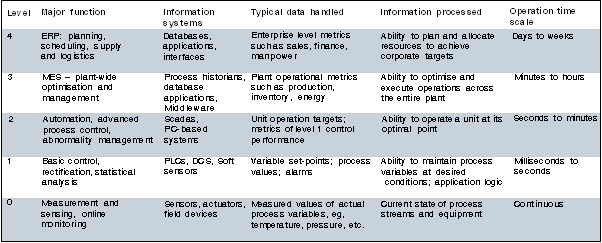
Today's highly competitive markets require manufacturers to do more with less, and do it better, faster and cheaper. In order to achieve this, manufacturers need realtime information management tools for continuous improvement and decision support. An MES controls the operations that enable the realisation of plans, closes the execution gap by providing links between shop-floor instrumentation, control hardware, planning and control systems, process engineering, production execution, salesforce, and customers. Table 1 shows the relative position of the MES in the hierarchy of information systems in a typical manufacturing plant. Note also that an MES in not a competitor to an ERP, as some individuals believe!
The MES cannot simply be a layer of interface between business and process (refer to Figure 1), but requires a substantial number of functions that are crucial for the success of the company. These functions cannot be independent from one another, connected solely by a data exchange layer, but must be coordinated together, following the business and production strategy.
The Instrumentation, Systems, and Automation Society (ISA), have developed standards for MES systems - commonly known as the S95 standard. This standard describes the MES process in terms of data, but also in terms of interaction between functions such as resource management, resource allocation, dispatching, data collection and acquisition, quality assurance management, maintenance management, performance analysis, scheduling, document control, labour management, and material and production tracking. Most reputable MES vendors are developing systems conforming to this standard.
Benefits of MES
Different classes of manufacturing personnel, from operators to area managers, plant director, marketing and sales people, up to corporate executives, need to access the same data but within a different scope and to achieve different objectives. This results in accessing data at different levels of aggregation and contextualisation, from detailed operational and equipment status data, to realtime production and performance data, up to high-level, cost-based key performance indicators (KPIs).
KPI measurements represent important values that the organisation monitors. KPIs are calculated from a combination of various sources of information and aggregated against manufacturing events. To ensure profitability, every user must access KPIs meaningful for his role by manipulating and analysing current and historic data.
Figure 2 indicates that enterprise managers need to have a global view of the manufacturing process, plant managers have limited responsibilities to a single plant and, finally, area managers oversee specific areas within a specific plant. This means that business decisions must be based on a wide variety of information, while production and operation decisions are based on a more limited scope. Hence, the broader the scope of information the higher the level of data aggregation needed, and vice versa.
Depicted in Figure 3, at the enterprise layer, managers need up-to-date information in order to compare performances between their own manufacturing facilities and against corporate or industry benchmarks. Similarly, at the plant layer, data that has been aggregated into key performance indicators are crucial to monitor plant performance and to quickly react in case of irregularities. At the plant area layer, data analysis helps to quickly identify inefficiencies and their possible causes.
A few key benefits for the engineer
* Performance analysis measurements (availability, overall equipment effectiveness).
* Production throughput and quality analysis (speed losses, rejects).
* Speedy identification bottlenecks and problem areas (root-cause analysis).
* Integration of statistical process control/statistical quality control.
A few key benefits for the area/production manager
* Reducing manufacturing cycle times.
* Improved visibility and tracking of production in realtime.
* Improved traceability and genealogy of produced goods.
* Improved quality and reduced defects.
* Optimised planning, scheduling and maintenance.
* Reduced reporting, paperwork and manual data entry.
* Defining and enforcing production procedures and business rules.
A few key benefits for the general manager/CEO
* Reduced material and capital costs due to improved forecast accuracy.
* Increased customer satisfaction, sales, gross margins and cash flow due to better delivery performance.
* Increased overall plant productivity due to effective measures based on reliable information.
* Increased capacity to balance production on different sites.
* Improved financial ratios: ROA, ROI, TAT.
* Improved regulator compliance due to tracking and tracing audit trails.
Summary
A manufacturing execution system is a software tool that enables all participants in the manufacturing process to access key variables, which are relevant to their function and hence enable near-realtime, informed, decision-making. All information supplied is accurate and free of human intervention/manipulation via user-friendly web-based interfaces. The benefits listed, indicate that this tool applies to virtually any manufacturing enterprise and has the added benefit of maximising the functionality of ERP systems.
For more information contact Vinesh Maharaj, Cube Technologies, +27 (0) 31 764 6081, [email protected]


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version