A boiler level control in a petrochemical refinery was causing problems, as the level was cycling badly and taking a long time to recover from sudden load changes. In addition there were frequent high-level alarms.
As explained in previous articles, level processes nearly always fall into the integrating class of processes where one has to get the input and output of the process to be equal so that the process variable (PV) remains constant. This is also known as a balancing process, and the value of the controller output (PD) when balance has been achieved, is known as the balance point. If a step change is then made on the PD, the PV level will move either up or down, generally at a constant ramp rate, which is why the process is referred to as integrating. If no other changes are made, and if no load changes occur, the vessel will eventually either overflow or run empty. This is why it is very important to control these processes in automatic, so they cannot run away. If one was to control them in manual, it would require the constant attention of an operator to prevent such a runaway.
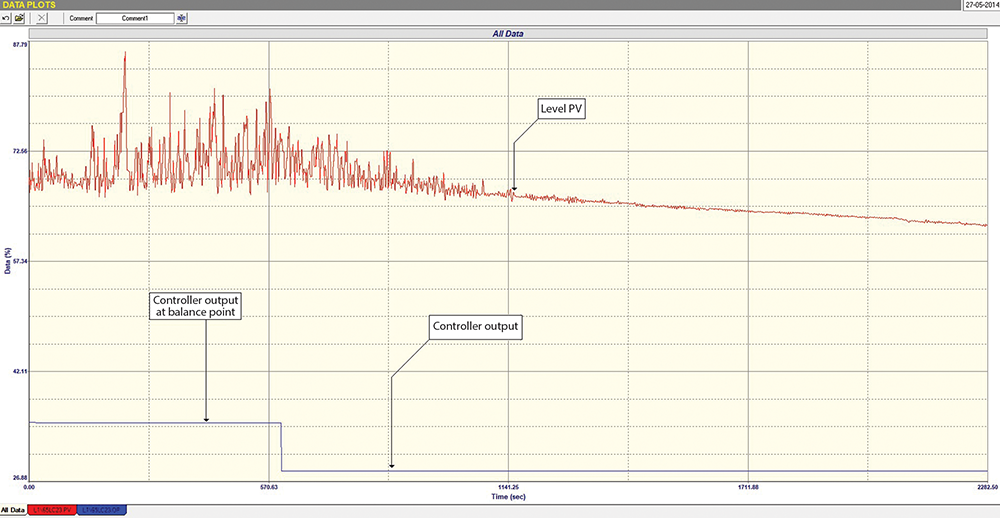
Tests were conducted on the control. Figure 1. shows a section of the open loop test where the controller was placed in manual, and step changes were made on the PD. In the figure, and ignoring the high frequency fluctuations, it can be seen that the PD was initially at the balance point as the level PV was constant. The PD was then stepped down by about 10%, and the level started moving down in a constant ramp. This behaviour is normal for a level process. However, if we go back to the high frequency fluctuations, it was seen that as the level dropped these got smaller in amplitude and then stopped completely.
What was causing these fluctuations at the higher levels? This was something that could not be determined at the time of the test, as we could not easily access the boiler to try and determine the cause. However, it was pretty obvious that these were the reason of the alarms. In the interim, it was decided to control the level at a lower point where the signal was smoother. As mentioned above, the operators had complained that the level was cycling badly. Now the question was whether they were considering the high frequency fluctuations as cycling. We will discuss this in more detail.
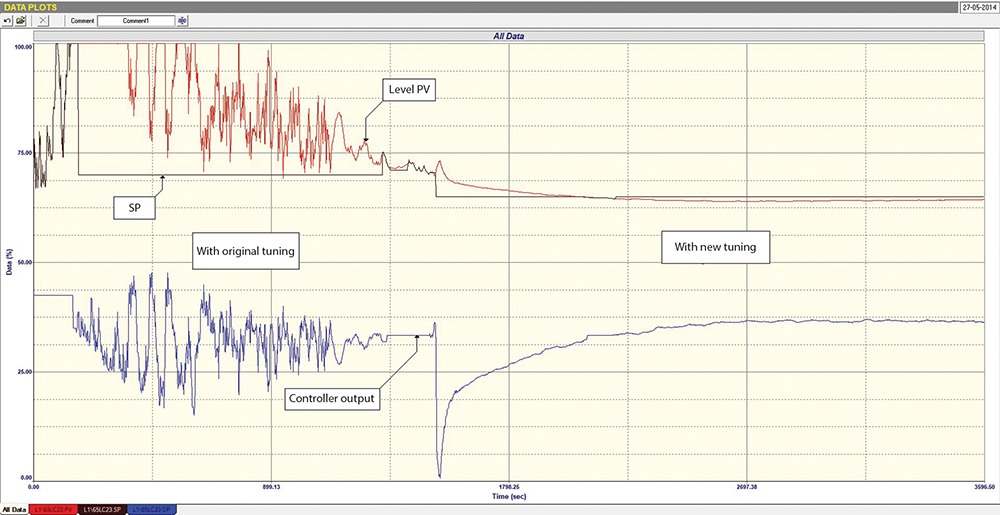
Figure 2. shows a closed loop test (controller in automatic), with the first half of the test being the control response with the as-found tuning, and the second half of the test being with the new tuning that was calculated from the open loop test. This will be discussed later.
At the start of the test, the controller had been in manual, and the level PV was ramping up to 100%. The PD was dropped down by about 10%, and then the controller was placed into automatic with the SP at 71%. The response of the loop was very interesting. Please note that the as-found tuning was P = 0,7, and I = 4,0 minutes/repeat.
The following could be observed on the first half of the test:
• The control response was very slow, as the proportional gain was far too low, with the integral having to do most of the work. This is very typical of the type of tuning we often find in integrating processes where the practitioners have little understanding of the characteristics of integrating processes and how to tune them. They often end up with too low a gain and far too fast an integral, a combination that can easily lead to slow control and instability.
• The high frequency fluctuations were of large amplitude when the level was at the top of the vessel, and then they started disappearing as the level came down below 8%, and were virtually completely gone when the level reached 75%.
• A much lower frequency cycling, almost sinusoidal in nature and of higher amplitude than the high frequency fluctuations, could also be seen in various places on the response as the level came down to SP.
What was going on? Firstly, random relatively high frequency variations around a mean level are often seen in PV signals. We define this as noise. It can be caused by disturbances in the process itself or by the measuring method, as was probable in this case. Typically noise in flows may be caused by turbulence, and in tank levels by ripples and disturbances on the surface of the liquid in the tank. The high frequency fluctuations seen in the test definitely fall into the noise category.
I have written many articles about noise and its effects on processes. Contrary to popular belief, it generally has very few deleterious effects on the actual control, but it can make the PV signal look awful. Unfortunately, with the advent of digital control systems, it is very easy to apply filters so that the noise cannot be seen on the PV signals on the operators’ consoles. However, and most unfortunately, filtering can itself have adverse effects on the quality of control. The reasons for this are outside the scope of this article.
C&I; personnel often ruthlessly suppress the noise by applying filters, and these days operators are not used to seeing it. When one removes filters, the operators then generally mistake the noise for control instability, and often become very unhappy. It often needs quite a lot of discussion and persuasion to get them used to controlling with noisy PV signals on their displays.
On the other hand, the slow cycles seen in the test were definitely caused by instability. In integrating processes this is normally evidenced by quite low frequency cycling as can be seen here. The reason for the instability in this case was almost certainly due to the poor as-found tuning in the controller. The new tuning was P = 4,0 and I = 38,0 minutes/repeat. It can be seen in the second half of the closed loop test shown in Figure 2. how well the PV responded to a step in SP.
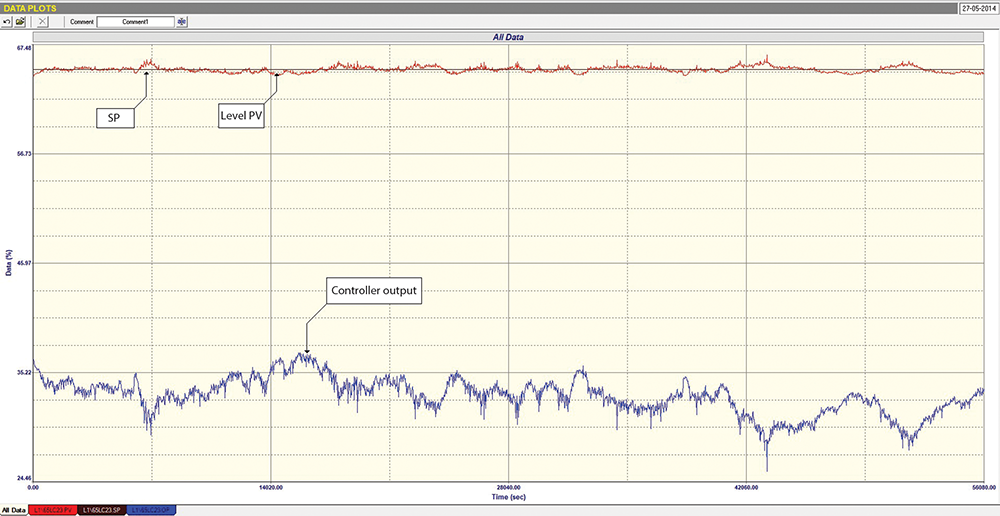
Figure 3. shows the loop’s control performance after the optimisation, in a closed loop test recorded for over 15 hours. The SP was kept constant, but one can see how well the control responded to fairly significant load changes that occurred during this period. This is evidenced by the movements of the PD, which was working quite hard to keep the PV on SP.
Also, in this test one can see that there is a small level of noise on the unfiltered PV. This noise appears much bigger on the PD signal, which is because it is amplified by the proportional gain of 4. C&I; personnel often mistakenly become worried about seeing this, as they think the valve will be adversely affected. However, one must remember that pneumatically operated valves have a lot of natural damping in them, as there are relatively large air volumes in their actuators, and the noise frequencies on the PD signal are generally far too high to affect the valve. I always advise people who are concerned to go out into the field and put a finger on the actuator stem so they can be assured the valve is not in fact jumping around.

Michael Brown is a specialist in control loop optimisation, with many years of experience in process control instrumentation. His main activities are consulting and teaching practical control loop analysis and optimisation. He now presents courses and performs optimisation over the internet. His work has taken him to plants all over South Africa and also to other countries. He can be contacted at: Michael Brown Control Engineering CC,
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version