Over 50 drawings of various components served as the basis for the automation solution developed by EWM for pump protection valve manufacturer, Schroeder Valves. All of the leading specialist’s components did have one thing in common, though: they were all rotationally symmetrical. This was the starting point for welding machine manufacturer, EWM, in its mission to develop a custom automation solution tailored to this multifaceted challenge.
Minimum flow valves and non-return valves from Schroeder Valves are used all over the world for transporting liquids using centrifugal pumps. Their areas of application include refineries, power plants and nuclear plants, in the transport of liquefied natural gas (LNG) as well as in offshore rigs. They are also used throughout the chemical and manufacturing industry (steelworks, pulp, sugar, distilleries) and in the utilisation of renewable energies.
 Schroeder Valves’ range of parts is distinguished by its various components and component sizes.
Schroeder Valves’ range of parts is distinguished by its various components and component sizes.
Different sizes – one application
“We’d love to weld all of these components automatically.” This was the request laid down by Jakob Frese, welding coordinator at Schroeder Valves, for EWM-EUEN managing director, Andreas Euen. The components in question were pump protection valves. These valves are connected to the pumps and ensure their continuous operation to prevent dry runs.
The pump protection valve is largely made up of the valve body and the cone which moves inside it. The sealing surfaces between the valve body and the cone must be absolutely airtight and watertight. This is the only way to ensure proper functioning of the pump protection valve for decades to come. Normally, these components are made using low-cost construction steel and sealing surfaces reinforced with stainless steel. This process was previously performed manually, however, due to both the shortage of good welders and growing quality assurance requirements, automation of this step was crucial.
The inner diameter of the valve bodies and the cone diameters were between 32 mm and 400 mm. The components being moved also differed vastly in weight, ranging from a few hundred grams to two and a half tonnes. But all of the parts had one thing in common: they were all rotationally symmetrical, making them perfect for an automated process. With this as a starting point, Andreas Euen was able to get the ball rolling on system planning.
From small to large – multiple processing stations
It soon became clear to Andreas Euen that only a robot system would fit the bill when it came to automating this particular process, but having to deal with so many different part sizes was a cause for concern. Large parts require a large positioner, but that cannot provide the dynamics required for the smaller components. This quickly gave rise to the idea of three processing stations: one large L-positioner with a tilting function for the large valve bodies, one small turning/tilting positioner on a system bench for the small valve bodies and a third station with a system bench and without positioners for any other components.
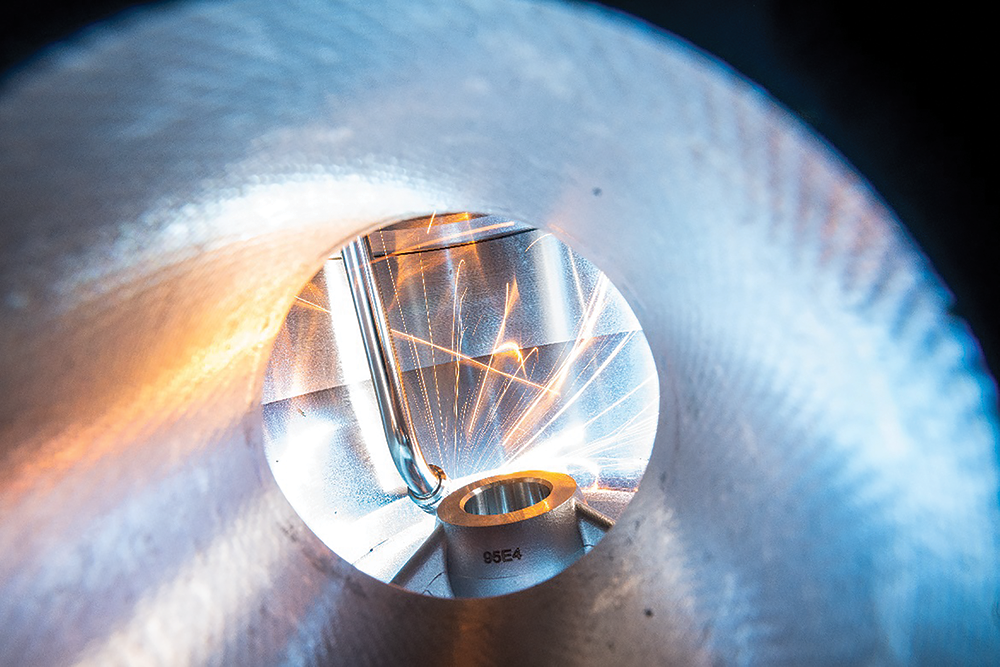 Secure welding despite confined spaces thanks to the new torch design.
Secure welding despite confined spaces thanks to the new torch design.
The height of the building was also a particular challenge as the parts had to be placeable on the benches with the crane. The crane hook, however, was only around 3 metres high – extremely small for an industrial application.
To guarantee accessibility while ensuring extraction, either the extraction hood or the system benches were made to be mobile.
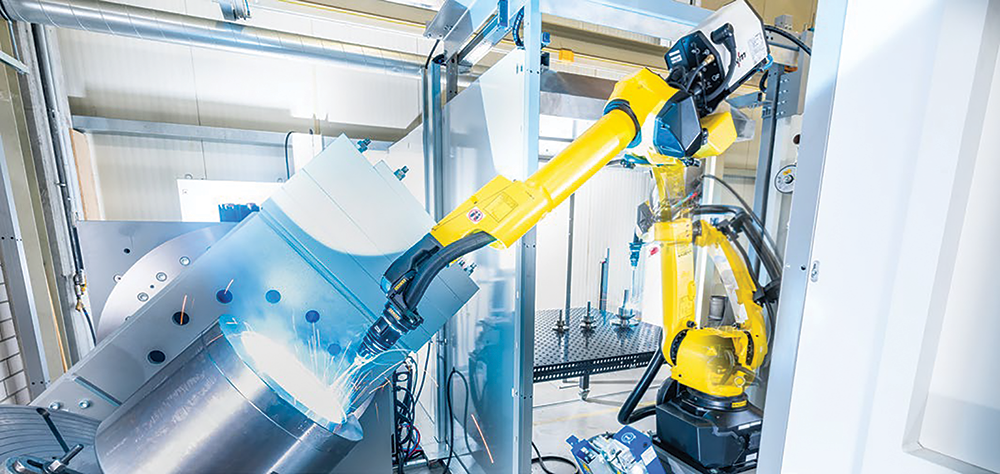
The robot was fitted in an extremely small booth in the centre between the three stations. This booth also includes both the power source and a Titan XQ. These are positioned behind the L-positioner at the large processing station. The Rob 5 drive 4X wire feeder mounted on the robot arm ensures secure wire feeding. Access to the Fanuc Arc Mate 100 iD in all three stations at all necessary positions is also ensured thanks to the extreme arm length of 2 metres and optimised space inside the booths.
Special torch for extreme spaces
Each valve body is equipped with a cone guide which is welded from above. With an inside diameter of just 32 mm, access is extremely difficult. For manual welding, the welder is unable to see the weld seam and must instead rely on their experience. Even for automated welding, these spaces are very unusual. “I was only able to accept this job because we manufacture the torches ourselves,” explains Euen, emphasising the significance of the welding torch for this application.
The welding torch for Schroeder Valves is a special construction with a particularly small torch head and unconventionally long torch neck. Of course, the special application had to be adapted to accommodate this unusual design: because dilution between the parent metal and the armouring needs to be as low as possible, only a little energy is used. This ensures safe heat dissipation despite the extreme welding torch dimensions.
Secure welding results through defined parameters
As the parts were rotationally symmetrical, it was easy to teach the components; teaching is always based on the same programs. Even new components can be automatically welded quickly. Users simply have to set the radius, number of passes and the geometric dimensions of the surfaced parts and the robot control will take care of the rest.
The desired welding result is always guaranteed because the welding procedure is defined with all of its parameters. The quality can also be proven retrospectively as all welding parameters are continuously monitored and recorded.
Even though the system was originally designed and intended for one specific application, Jakob Frese is already thinking of new ideas and uses. First, he would like to try out some of the various welding procedures that are included in the Titan XQ welding machine as standard. This will allow him to further optimise different kinds of surfaced components. And then, as he is already thinking about, he will look to expand and improve the range of welding tasks. “It will likely then result in another system,” he predicts.
There are hundreds of Schroeder valves installed in plants across southern Africa, protecting assets at companies like Sasol, Eskom, Mondi and Sappi, to name a few. Sulzer and KSB routinely use Schroeder valves to protect their pumps. Full repair and reconditioning facilities are available at Valve & Automation’s Secunda and Durban valve repair centres.
| Tel: | +27 31 579 2593 |
| Email: | [email protected] |
| www: | www.valve.co.za |
| Articles: | More information and articles about Valve & Automation |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version