I was recently asked to sort out a serious control problem on a fuel gas pressure control in a refinery. The loop, the cascade secondary loop to the furnace temperature control, is extremely important because furnace temperature is critical in refinery operation.
A cascade secondary control loop with temperature as the primary control usually has to work quite hard with fairly big movements due to temperature processes often being quite slow and requiring ‘hefty’ tuning.
The problem with the pressure control was that it seemed to work intermittently and sometimes was almost unstable. It also seldom got to setpoint, resulting in large and unacceptable variance on the control.
Testing was extremely difficult to perform on this loop as the operators were insistent that only very small changes could be made, as downstream production could be badly affected if things were moved too much. For this reason, we could not make all the steps I would like to have done.
Closed loop test
Figure 1 shows the closed loop test ‘as found’, which is a test performed with the loop on local setpoint and using the original tuning parameters. It shows two things quite clearly, firstly that the loop was almost unstable and secondly, that the response was slower as the setpoint was moved up, which could indicate non-linear installed valve characteristics.
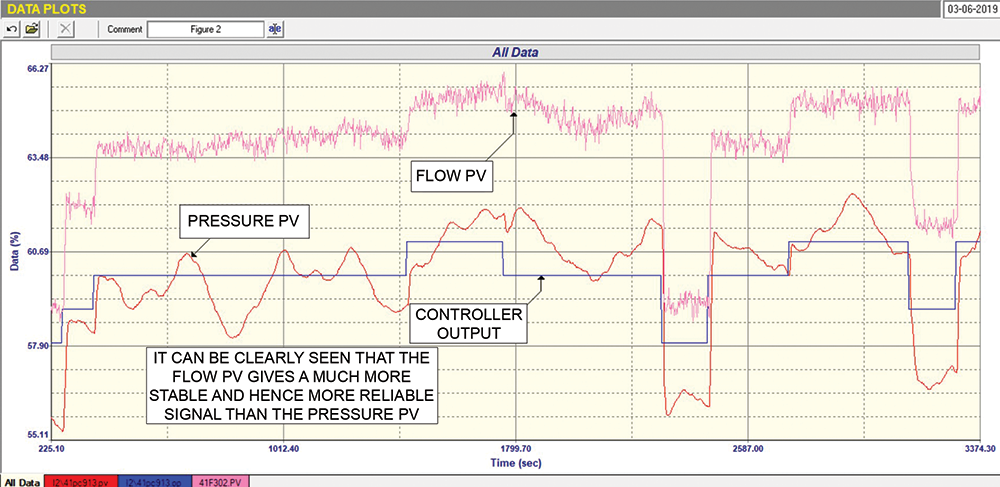
Further tests also showed that the pressure dynamics were behaving in a strange manner that was not reflective of the actual valve movement, with the pressure PV moving around quite considerably when the controller output was constant. It is not clear as to the cause of this, possibly it was a problem in the measurement, but certainly it would be very difficult to try and get reasonable and consistent control with that behaviour.
Fortunately, it was discovered that there was a flow transmitter in the gas line and it was found that this gave a much better indication of the valve’s performance than the pressure. This is shown in the open loop test of Figure 2, where the difference in the behaviour of the two PVs can be seen. It was therefore recommended that the cascade secondary loop should be changed from pressure to flow. Unfortunately, in this plant as in many others, one cannot just change things like a control strategy immediately. Changes must be approved by a committee comprising process control and instrument engineers. Obviously, the loop would have to be retuned if the change is made.
Open loop test
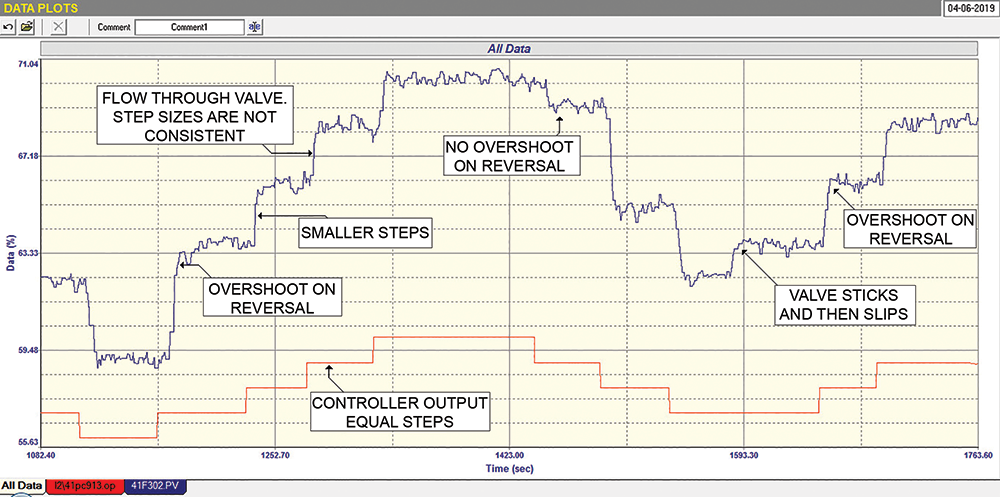
Figure 3 shows an open loop test with the normal type of steps being made on the PD (controller output) and response of the flow PV being shown. The pressure PV was also recorded as it was needed to try and get a better tune to use in the meantime, but that trace has not been shown in the figure for the sake of clarity.
Figure 3 clearly shows that valve problems also existed. These are:
1. The valve movement is very non-repeatable. It sometimes overshot on being reversed and at other times it stuck quite badly on a reversal.
2. Although the steps made on the PD were all of the same size, the valve seemed to move in smaller steps on opening and much larger steps on closing.
3. At times the valve stuck for a while and then eventually slipped.
4. It looked like the installed valve linearity wasn’t too bad, but it is hard to be sure from this test. It certainly looked like non-linearity in the first ‘as found’ closed loop test shown in Figure 1.
5. Comparing the magnitudes of the steps in PV versus those in the PD, the valve is probably 3-4 times oversized. As mentioned in past articles, oversized valves amplify all problems by the oversize factor.
It is almost impossible to get good control with such a valve. It was therefore recommended that the valve be serviced and preferably replaced with a correctly sized one.
Just in passing, it is interesting to note that I optimised the same loop some 11 years previously and on comparing the then and present tests, it was seen that the process dynamics had changed completely. A subject of frequent discussion is how often one needs to reoptimise a control loop. In general, it is very difficult to answer this question as it depends on many different factors.
Online loop monitoring
My own experience is that dynamics do change on most loops over time and varying process conditions and this to me is an argument for the use of a continuous online loop performance monitoring package. These are often used to highlight badly performing loops. I have found that when used alone these packages can detect some bad loop problems, but often cannot show up other faults and are prone to misinterpreting certain types of loop performance. The best way therefore is to individually analyse and optimise each loop. The online packages really only come into their own after the individual loops have been properly optimised, as they can then immediately give warning of any deterioration in loop performance.
About Michael Brown

Michael Brown is a specialist in control loop optimisation with many years of experience in process control instrumentation. His main activities are consulting, and teaching practical control loop analysis and optimisation. He gives training courses which can be held in clients’ plants, where students can have the added benefit of practising on live loops. His work takes him to plants all over South Africa and also to other countries. He can be contacted at Michael Brown Control Engineering cc,
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version