


Dual-sensor technology allows for difficult measurements to be taken in the plastics component manufacturing sector.
Different measurement principles have been applied to every conceivable measurement task resulting in numerous sensor variations for similar applications. But each measurement principle has its own strengths and weaknesses, thereby naturally limiting the success with which a measurement can be taken for a particular application. For example, a laser sensor cannot be used to determine the thickness, for example through rubber due to the optical limitation, whereas this same measurement can be mastered quite comfortably with an eddy current sensor. The novel ‘dual sensor’ approach from Micro-Epsilon is conceptually very simple: combine the strengths of two different measuring principles to benefit from the capabilities of both, thereby cancelling their inherent weaknesses. By evaluating the output signals of two different sensor types simultaneously, measurements which would otherwise be impossible can be attempted.
A typical application example for such an approach can be found in the automotive manufacturing sector where the plastic skin thickness inside a production mould for some of the plastic components of vehicles needs to be inspected during the manufacturing process in order to maintain the tight tolerance limits. Preferably, this should take place during production in order to avoid possible wastage.
Automated thickness measurement during production
To produce plastic parts using modern techniques, polyurethane material is sprayed into a mould, which shapes the material. The nozzle for the spray process is located on a robot arm, which moves precisely along the various contours of the mould. The dual sensors which measure the thickness of the sprayed part are also positioned on this robot arm. Immediately, after the spray process, the robot arm moves to previously defined points where the sensors measure the thickness. If an error occurs anywhere, it can be rectified immediately.
The thickness measurement presented the developers at Micro-Epsilon with a few problems. The texture of the surface, the complicated geometric shape and the materials used – polyurethane and metal – place rigorous demands on measurement technology. Specialists were, however, able to develop a particularly elegant solution for this application. Two sensors were used based on different measurement principles (Figure 1).

A combination of laser triangulation and eddy current sensors
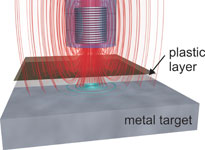
The underlying principle is that the distance to both surfaces is measured simultaneously. Through subtraction, the difference gives the thickness of the layer. In order to measure the distance to the metal surface of the mould, an eddy current sensor is used, which is suitable for precise distance measurement to electrically-conducting surfaces. Here, a high frequency alternating current flows through a coil cast into the sensor housing. The electromagnetic field produced by the coil induces eddy currents in the conducting measurement target, which in turn, also produces an electromagnetic field (Figure 2). As a result, the impedance of the coil is changed. This change of impedance provides an electrical signal, which is proportional to the distance of the mould from the sensor. Since eddy currents can only be induced in ferromagnetic materials, the signal is not influenced by the thickness of the plastic skin.
The distance to the surface of the plastic foam is measured using a laser triangulation technique. The laser projects a spot of light, which is monitored by a camera, onto the surface to be measured. If the distance between the sensor and the surface varies, the angle of incidence which the camera records changes. This allows the distance to be determined very accurately using simple trigonometric calculations. The resolution is a few μm.
A modified type EU15(05) sensor from Micro-Epsilon is used as the eddy current sensor, after being specifically adapted for this application with two holes for the laser beams. In this way, any axial offset between the two sensors is avoided. The resolution of the eddy current sensor is 0,75 mm. The laser triangulation sensor optoNCDT 1700-20 – also from Micro-Epsilon – has a resolution of 1,5 μm. A CCD array is used as the receiver element in this sensor. This sensor is also able to handle difficult surfaces, such as a shiny black or plastic surface, making it the ideal choice in this application.
For more information contact Associated Technology, +27 (0)11 802 3320, [email protected], www.evanet.co.za
| Tel: | +27 11 802 3320 |
| Email: | [email protected] |
| www: | |
| Articles: | More information and articles about Associated Technology |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version