

With the ever-increasing drive to improve production efficiency and lower costs, AngloGold Ashanti sought a mill control system that would maintain a consistent level of process control while continuously maximising performance at its Navachab gold mine in Namibia. But there was a catch: the changeover to the new system would have to occur without interrupting production in any way.
Optimising the milling process is a difficult job needing constant adjustment to cope with the different sizes of raw material collected from the blasting areas. There is a fine line between maximising output and overloading the mills and it can take hours to recover from the latter condition. Consequently, mills tend to be run conservatively.
Project goals
AngloGold Ashanti's goals for the Navachab project included:
* The installation of an expert system that would optimise the milling process in spite of raw material variances.
* Upgrading an obsolete PLC.
* The standardisation of automation within AngloGold Ashanti
* Allowing for changeover within scheduled maintenance shutdowns.
* Installation of a state-of-the-art control system.
To achieve these, AngloGold Ashanti selected system integrator Systems Anywhere, which, in turn, chose Wonderware Application Server with redundancy facility, realtime Wonderware Historian, ActiveFactory software analysis and reporting tool, InTouch HMI (human machine interface) and a Modicon Quantum PLC.
The expert system was to be integrated within the ArchestrA architecture which was to serve as the basis to develop, deploy and maintain automation standards within AngloGold Ashanti.
"Our main concern," says Andre Vuilleumier of Systems Anywhere "was how to replace an entire control system, including hardware, without causing downtime. It was made very clear that no additional downtime would be scheduled and that system changeover would have to occur during one of the regular maintenance shutdowns which were planned for one day every three weeks."
Project implementation
In the first phase of the changeover the new PLC was connected in parallel with the existing PLC during one of the scheduled maintenance shutdowns. The parallel installation ensured that it was possible to switch back to the proven system in case of problems. During another maintenance shutdown, the integrity of the I/O structure was checked and found to be almost completely error-free thanks to the excellent maintenance the system had received during the prior 16 years.
The next tasks included defining the Application Server interface to the PLC and the configuration of the object templates. Vuilleumier says, "We used the latest version of Application Server (IAS v2.1) and took advantage of its new features, especially the user-definable objects with their powerful field attributes. We built templates that can be used in the future and that use all the features of the ArchestrA platform."
For the HMI, Systems Anywhere used InTouch HMI version 9.5 and its Smart Symbol feature for all animations together with indirect tagging. Although the graphical appearance for all objects could be changed at will, their scripting was retained since this was now the standard. "The ability to simply change the parent template and have the system automatically deploy the changed objects to all their instances throughout the plant was a huge benefit for us," adds Vuilleumier.
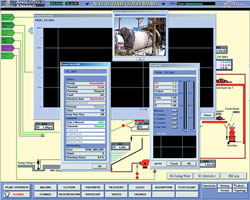
Pop-ups on the HMI screens include plant item status displays and realtime trends, which are used for fine-tuning purposes. Pop-ups also include photos of the indicated plant items so that they can be readily recognised by plant personnel.
Insofar as alarm management was concerned, this is already fully configured within Wonderware Application Server. "We used the automatic alarm messaging scripting feature as well as the alarm Pareto display," says Vuilleumier.
Expert system
Next came the design of the expert system, which is intended to take over or assist in changing the set-points and operating the mill at peak performance.
To accomplish this control, three elements are involved:
* Filtering the process variables through a moving average (rather than instantaneous sampling) and checking them against their set-points. In other words, evaluating the moving average value of tonnage handled compared to the current set-point;
* Comparing the result of each filtered variable against the rules that are stored in the database. The result is analysed to determine whether the set-point needs to be increased or decreased;
* Applying the results to a time interval which determines how quickly the system needs to react to the rule to ensure that production is kept consistent.
Vuilleumier explains, "The operation of the expert system is based on the experience of operators and that of metallurgists. Operators have, in the past, learned the best way to correct errors and we try to teach the expert system the same rules. We have made the interaction with the expert system as simple as possible so that supervisors can easily change its rules according to inputs from the operators. As to how often set-points are changed, the milling process is a slow one and also slow to react to changes. It can take half an hour for the effects of a change to be noticed. Bringing the mill to optimal operating capacity is a slow process which needs to be based on the best possible realtime information and decisions."
Goals achieved
The changeover was achieved on a live plant and no additional downtime was required as it was all done within regular maintenance shutdowns.
Considering the complexity of the project, Vuilleumier considers that the implementation time was rapid thanks to a good system specification, the adherence to S95/88 guidelines and the use of domain knowledge and technology to define models, structures and concepts before starting any implementation.
Benefits
"The ArchestrA platform helped us to reduce engineering time considerably," says Vuilleumier. "We also have full traceability of the software models employed. This structured approach assists the site instrumentation engineer and serves as a roadmap for future projects."
For more information contact Justin Tweedie, Wonderware Southern Africa, 0861 WONDER, [email protected], www.wonderware.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version