

With three decades of experience in demanding applications, Holger Siemers has a deep appreciation of developments and trends in sizing control valves.
Control valves - the workhorses of the control loop - can generate 1 to 5 kW of heat (the typical pump power in chemical plants) whereas in the HPI sector this can range between 5 and 200 MW - the typical power range available from high performance pumps, upstream processes or the total plant power - blocked by flare shut-off valves and control valves. From an economical point of view, these valves often operate more or less successfully under high stress load, characterised by additional expenditure for noise-reducing insulation and devices or maintenance, in the case of severe problems arising, plant downtime can result in a high cost of ownership.
The following priorities concerning valves are often specified by end users in the HPI sector:
* Safety and reliability.
* Control quality.
* Environmental aspects.
* Trouble-free life cycles and lowest cost of ownership.
End users increasingly complain about maintenance costs and the number of spare parts required which are often the highest after-sales cost factors. Frequently the contradiction often arises that consultants are under pressure to keep costs low and opt for other priorities:
* Lowest cost of investment.
* Just meeting the specification.
* Just meeting the warranty.
* Time e-bidding and e-purchasing.
In the oil and gas market sector, many valves are high power [Δ x flow] converters and in combination with fluid corrosion and fluid contamination the valve body and trim may be subject to considerable wear. Time is often all-important during the initial phase involving the planning, bidding and ordering of the control valves these days. Unfortunately, this results in valves being selected with a tremendous loss in detail engineering, yet at the same time, the technical responsibility has been shifted to the owner/valve manufacturer.
In the case of urgent projects it is typical to expect that some control valves are destroyed during the startup process even in large projects - and this is taken into account, to avoid penalties. During a text-book start-up process, a trouble-free commissioning is guaranteed by replacing any critical valves with fittings and flushing the plant beforehand. A great many difficulties can influence the project's success if planning mistakes are only discovered at this late stage. This happens because the process condition calculations were too inaccurate or the control valve selection was 'quick and dirty.'
Questions that arise here are: "who is responsible for plant safety?" and "has e-commerce (eg, e-bidding and e-purchasing) taken place too quickly for severe service control valves or valves with key functions?" The shorter decision time linked to anonymous bidding could mean that key valve matters such as plant safety, control quality and process long-term targets are easily bypassed.
From the valve manufacturer's point of view, the situation is a challenge with regards to fulfilling both aspects concerning competitiveness and reliability. Many well-known company brand names and their valve products are disappearing or have merged to form large conglomerates. The process of the 'synergy effect' continues more or less successfully. It should be clear that the chronicle of plant disasters will never cease, but the risk should not be allowed to increase because valves intended for severe service are being sized and selected in a 'quick and dirty' fashion without involving time-consuming detail engineering.
Can a happy medium be found to meet the demands of both current and future interests?
From experience gained from the increasing amount of troubleshooting required in petrochemical plants and refineries over the past few years, the conclusion that must be drawn is that it is important to make sure that modern lightweight globe and rotary valves are only chosen within their limited range of application.
In the recent past, only heavy-duty valves such as high performance cage-guided or top and bottom guided globe valves fitted the total range of applications. For less severe applications these were over-engineered. Pressure to reduce costs meant that this valve generation was replaced in the lower application field by lightweight, inexpensive valves. Low and high performance butterfly valves and other quarter-turn products have been developed for typical market segments.
Rotary plug valves can save costs when they replace globe valves, but there is also a risk if engineering competence for critical applications is missing. Time and effort must be spent measuring new valve products on test rigs before they can be launched onto the market. Operating data limits above test rig possibilities are often detected by troubleshooting experiences or trial-and-error methods. Typical valve characteristics have to be published as stipulated in international standards like the EN IEC 60534. The individual measurements of the actual valve factors or their approximations are stored in in-house software of competent valve companies.
Cavitation and flashing combined with the influence of the valve outlet velocity of pure liquid or liquid/vapour phase can cause severe trouble and, in the worst case, plant shutdown. Some experiences in this area are discussed later in this series of articles.
Most potential problems can be predicted by using highly sophisticated software when the operating limits are known and the load-specific valve characteristics cv, xFz, Fl, xT, Fd are provided by the valve companies. Warning indicators can be activated to indicate a point in a selected system of valves and pipeline where mechanical overload occurs due to high velocities or forces or where the noise level does not comply with the stipulated requirements.
Accurate sizing and software tools
The Conval 6 software treats the plant and valve sizing parameters from an overall point of view, issuing dynamic graphics with installed characteristics concerning flow, power, gain and outlet velocity as a function of the valve coefficient cv value and the valve travel. The software is a manufacturer independent optimisation tool for pipelines and pipe devices, including material and property database for more than 1000 substances including hydrocarbons. Ethylene, propylene, chlorine, natural gas AGA 8 and 60 other industrial fluids are calculated very accurately using equations of state developed by the Ruhr University of Bochum (Visit www.conval.de for more details).
If operating conditions are given with one, two or three operating points the plant system is defined in the standardised differential pressure versus flow diagram at the left-hand side (see Figure 1a). The inherent cv-characteristic of any valve as well as all other valve characteristics xFz, Fl, xT, Fd, a.s.o. are stored in a large valve database in the form of equations or polynomial coefficients. Every valve installed characteristic like flow, gain and valve authority, sound, inlet and outlet velocity, as well as cavitation, flashing, and choke flow areas are presented in graphic form on the right-hand side. A dynamic ruler displays all results including alarms and hints at any valve travel position. The program combines expert valve sizing with powerful plant optimisation and troubleshooting. The software provides a bi-directional COM link to spreadsheets and CAE systems (Figure 2) as well as in-house valve sizing programs that companies can use to store valve data eg, sound measurements, administration of inquiry and quotation systems as well as pricing and drawings.
Energy saving by plant and valve optimisation
The first case study shows many aspects of plant optimising and presents methods to obtain the most important parameters for control valve sizing at two or, even better, three operating points. An exceptional amount of over 50% of power and costs could be saved if plant design, pipes and pipe devices such as control valves were to be sized more rationally. Lower power consumption of control valves reduces the cost of investment by using standard valve series without noise abatement devices and increases the life cycle because of the reduced amount of wear on the throttling valve parts.
Saving energy means recalculating the figures with a lower start pressure of p0 = 600 kPa and optimising the pipeline and all the pipe devices. The result is, on the one hand, a change from a DN 3" to a DN 4" pipe system including the pipe devices. On the other hand, focusing on the control valve's operating point qmax again, the power consumption is reduced from 60 to 20,3 kW and the total energy cost from USD 69 445 down to USD 31 203. That equates to an annual savings of roughly USD 38 282.
The noise from the control valve is reduced from 98 dB(A) to 88 dB(A) with the lower power consumption. Therefore the cost for the larger pipes and their devices are compensated for as there is no need for any noise abatement device in the valve and the maintenance costs are significantly reduced as well.
The plant layout is simplified in Figure 3a and split up into three sections in Figure 3b to show the pressure loss of the devices from the start pressure P0 = 2 MPa abs. For example, in Figure 3b, section a refers to the distance between the tank or pump and the flowmeter orifice.
Figure 3c summarises all input values of the pressure loss plant system in this case study for a compressible fluid: dry air at a temperature of 100°C. After this preparation, the features of Conval can work out how to obtain optimum control valve sizing parameters in less than 30 minutes and also optimise control loop parameters as well as power, energy and cost parameters as shown in Figures 5 and 6. The plant pressure loss calculation of Figure 3 results in the characteristics of up - and downstream pressures; valve power consumption and gain - Δq/Δs - versus flow shown in Figure 4.
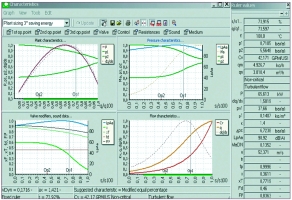
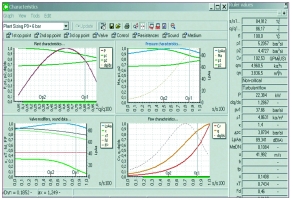
Table 1 lists the different pressures for the normal and the more important max. flow rate, often the main operating point of process control. The control valve calculation shows a power consumption of 60 kW and a predicted sound pressure level SPL of 98 dB(A).
| Tel: | +27 21 552 6088/9 |
| Email: | [email protected] |
| www: | www.southafrica.samsongroup.com |
| Articles: | More information and articles about Samson Controls |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version