Case history 186: Don’t always trust valve position feedback signals
March 2023Editor's Choice
PLCs, DCSs & Controllers
I recently encountered an interesting problem in a minerals recovery processing plant. The loop in question was a gas flow control to a burner and was considered very important for the process temperature control. The operators reported that the loop cycled badly in automatic, and was very difficult to control manually. The C&I technicians had tried all sorts of tunings without any improvement.
They included this loop in a series of optimisation tests we were doing as part of the practical we held after they had finished the classroom part of my basic control course. They said they knew that valve problems often cause problems for control but that this loop had a valve position feedback signal on it and the feedback signal closely followed the controller output signal so they were pretty sure it wasn’t the cause of the problem.
The first test we normally carry out is a Closed Loop As Found test and we recorded how the loop responded to setpoint (SP) changes in automatic with the original existing tuning parameters. However, as reported, the loop cycled badly.
The second test was an Open Loop test where the controller is placed in manual, and various steps are then made on the PD (controller output). Part of this test is shown in Figure 1. Unfortunately we did not record the valve position feedback signal. It can be immediately seen that there was in fact a huge valve problem as the valve was not only apparently sticking in places but also had huge ‘almost hysteresis’ of over 10%. I say ‘almost hysteresis’ because it did move a little on most reversals and then stuck whilst the PD had to move a further 10% before the valve moved again. This was the major reason for the cycling.
The question is why the valve feedback signal followed the PD so closely. The answer is, and this is something every control practitioner should be aware of, valve position feedback signals generally do not track the actual valve position, but track the position of the actuator. Now depending on the type of valve and actuator, there are often various linkages joining the two. In this case the valve was a butterfly valve, which is a rotary valve. The actuator was a spring and diaphragm type which has a linear action. To convert the linear action to a rotary action, manufacturers employ various techniques, typically geartrains. Therefore the hysteresis and/or apparent stickiness may actually be due to play in the linkages.
On the steps where the valve, and hence the flow PV, did follow the PD, we were able to see that there was a slight non-linear installed characteristic in the valve, and we were able to establish the process dynamics to allow us to get good tuning parameters. The original tuning parameters were actually too fast and were contributing to the cycling, so it was not only due to the valve problem, and the tuning was also causing instability.
Final Closed Loop test with the new parameters is shown in Figure 2 and is interesting. On the SP step down it can be seen how the valve started moving and then stuck, and the PD then integrated down well over 10% before the valve could move again and bring the PV back to SP. On the SP step up the valve initially didn’t move at all until the PD had integrated up the same amount, and then it moved to get the PV to SP.
This is another example of how important it is to analyse a loop before tuning and to be aware of the various problems that can exist. As I have said many times in the past, the old adage that tuning can solve all problems is nonsense. I have seen the same problem of slippage in the valve linkages many times in the past, and it somis ething that not many C&I; practitioners seem to be aware of.
About Michael Brown
Michael Brown.
Michael Brown is a specialist in control loop optimisation, with many years of experience in process control instrumentation. His main activities are consulting and teaching practical control loop analysis and optimisation. He now presents courses and performs optimisation over the internet.
His work has taken him to plants all over South Africa and also to other countries. He can be contacted at: Michael Brown Control Engineering CC, +27 82 440 7790
The thermal combustion balancing act
Editor's Choice
From carbon taxes to export tariffs, and cost containment to security of supply and sustainability, companies are under increasing pressure to switch to greener fuel sources. Associated Energy Services warns that this pivotal change has some potentially serious knock-on effects.
Read more...What’s driving the IE3 motor revolution? WEG Africa
Editor's Choice
The International Efficiency 3 (IE3) motor standard will soon become South Africa’s legal minimum standard, mandating that local suppliers offer more efficient electric motors. What is driving this change, and how does it affect the many industries that rely on these modern electric workhorses?
Read more...Unlocking the smart factory ElectroMechanica
Editor's Choice Motion Control & Drives
At ElectroMechanica, we recognise that transitioning to smart automation isn’t just about adopting new technology; it’s about solving real challenges. Labour shortages, rising costs and downtime due to outdated machinery make digital transformation essential for long-term competitiveness.
Read more...Case History 197: Bad reboiler temperature control. Michael Brown Control Engineering
Editor's Choice Flow Measurement & Control
It is very important that reboiler temperature controls operate well in petrochemical refineries, or the product quality can really suffer. I was asked to check such a control in a refinery where they were having problems with one of these controls.
Read more...The future of industrial automation: fieldbus and industrial networking LAPP Southern Africa
Editor's Choice
As a global leader in integrated solutions in the field of cable and connection technology, LAPP recognises that fieldbus and industrial networking technologies are pivotal in shaping the future of manufacturing and production processes.
Read more...AI-driven innovations with CCTV and cyber security RJ Connect
Editor's Choice Fieldbus & Industrial Networking
The fast progress of artificial intelligence (AI) and video analytics is redefining the rail surveillance landscape. Advancements have bolstered proactive event detection, predictive maintenance and enhanced situational awareness.
Read more...Loop signature 27: SWAG tuning of simple integrating processes.
Editor's Choice
The chief control engineer of one of the largest petrochemical refineries in South Africa once sent me an email after a course at his plant. He wrote that he had found the section on SWAG tuning of simple integrating processes one of the most informative of the whole course.
Read more...Harnessing industrial AI agents for reliable automation
Editor's Choice IT in Manufacturing
The excitement around generative AI (GenAI) has been undeniable, promising wide-ranging changes across industries. However, for those of us in the world of industrial control and automation, the realities of implementing these powerful technologies are a little more nuanced.
Read more...Futureproof your industrial network security with OT-centric cyber security RJ Connect
Editor's Choice
To achieve digital transformation, industrial operators must first address the daunting task of merging their information technology (IT) and operational technology (OT) infrastructure. In this article, we focus on the importance of strong OT network security and provide some tips on how to strengthen cybersecurity for industrial operations.
Read more...The symbiotic relationship between OEMs and SIs Schneider Electric South Africa
Editor's Choice System Integration & Control Systems Design
While businesses tend to turn directly to original equipment manufacturers OEMs or vendors when embarking on IT projects, the role of the SI as a key facilitator and partner cannot be overstated.


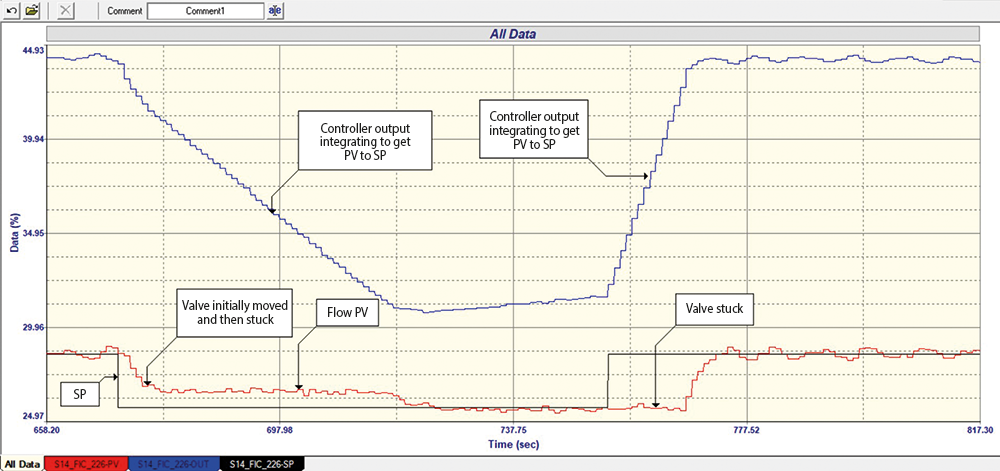 Figure 2. Final Closed Loop test
Figure 2. Final Closed Loop test


 printer friendly version
printer friendly version