I would be remiss not to mention at the outset that the next three articles on the D term in digital controllers were previously published some years ago in this magazine. However, I feel strongly that this part of the Loop Signatures article series covering digital controllers would hardly be complete if these were left out, so I ask in advance for your forbearance if you have read them previously.
The derivative, or D term, is hardly ever used in feedback control loops, and most people have very little practical understanding of the subject. Opinions on its use vary from one extreme to the other. A professor of control at a leading South African teaching establishment once told me that he had proved conclusively that the derivative was not only of no help, but that it actually slowed down control response. At the other end of the spectrum, a grizzled senior control technician in a large paper mill, with many years of experience, stated that he insisted that his people tuned the derivative into virtually every loop in the plant, as he was convinced that it not only speeded up response, but it was also a major contributor to loop stability.
Both of these views could be said to be partially correct in some respects, but do not reflect the whole truth. In actual practice, the derivative is generally employed in less than one in several hundreds of control loops. Reasons for this will be given in this and the next two Loop Signatures articles.
The objective of the derivative term is to speed up the control response in very slow processes, as often encountered in some temperature controls. A good example of where the derivative could be used was found by this author in a plant in Secunda, where a practical control course was being held. The class had
just finished tuning a very slow temperature loop and were trying the calculated settings using only P and I control. Upon making a 10% setpoint change, the valve opened up to about 30% under the proportional action and the temperature started rising very slowly. The integral action then also started ramping the output up and the temperature eventually got to setpoint about 45 minutes later.
The operator watching this laughed and mentioned that he could do the same thing in manual, but much faster. To demonstrate this, and after the temperature had been reset to its original value, he placed the loop in automatic and immediately opened the valve fully to 100%. The temperature then started rising much faster than it had done the previous time. Based on his experience and judgement, when it had risen a certain amount but was still some way from the setpoint, he started closing down the valve to prevent the temperature from overshooting. Eventually he got the temperature to the new setpoint about 40% faster than it had in the previous automatic PI control. The same result would have occurred in automatic if the derivative term had been used correctly.
Our experience has been that the derivative term can in fact improve the control response time on two types of process dynamics. The first is a slow self-regulating process with multiple single-order lags in series. This is typified by an
It should be noted that the D term is ineffective on self-regulating processes with only a single lag, irrespective of the size of the lag. The I term cancels the poles effectively on its own, and D will actually not help the response at all.
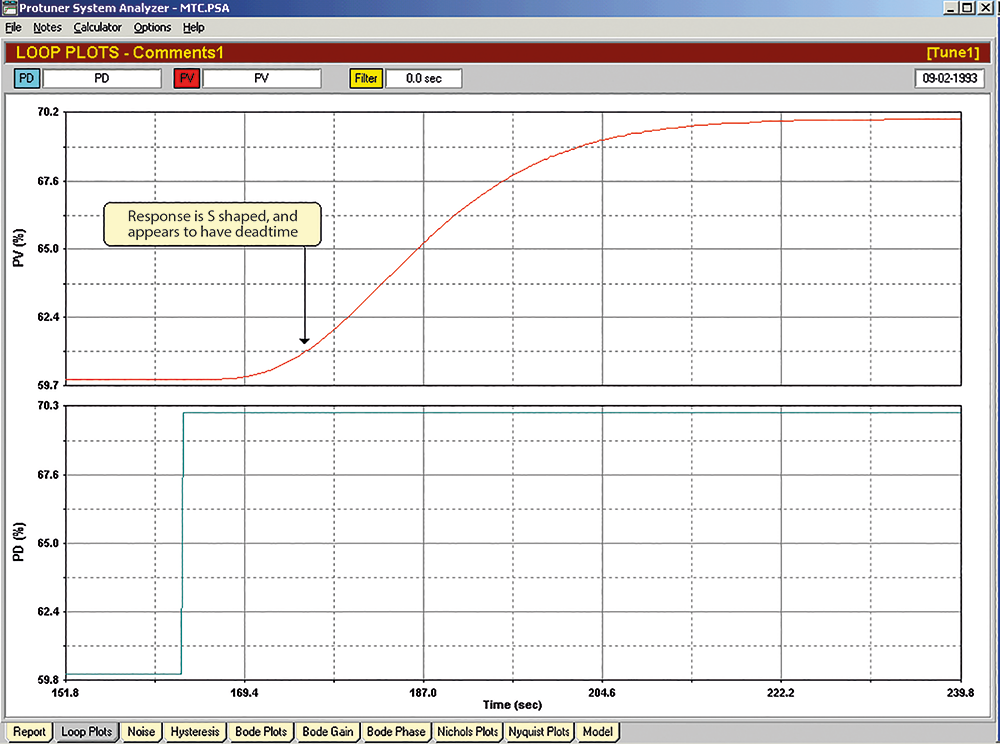
The second type of process where the D term is particularly effective is on an integrating process with a large lag. These process types are typified in batch reactor temperature control. A schematic of a simple batch reactor control scheme is shown in Figure 2. The response of such a process to a manual step change in controller output is shown in Figure 3. Note how the process variable curves slowly into the ramp.
In automatic, the D term will cancel out the lag and the process will respond to changes much faster, so it works really well in these applications. In a pharmaceutical factory in the UK, one plant consisted of only batch reactors. Previously, all the temperature control had been performed by using P only. By adding the D term, the reaction times were so much faster that production through the plant was eventually increased by a staggering 17%!
The reason that the I term is not used in this particular type of process is because a setpoint change on an integrating process that employs the I term in the controller will always result in an overshoot. If there is no cooling on a batch reactor, overshoot is not acceptable as there is no way to reduce the temperature back to setpoint in a reasonable time after an overshoot.
How is the D term applied in a controller? Figure 4 shows the principle. The derivative is used in calculus to measure the slope of a line. On a continuous system as seen in control applications, the error signal – or sometimes the process variable (PV) signal, as will be discussed in the next article in this series – is fed into a derivative calculation block.
The output represents the rate of change of the input signal. The derivative of a constant input signal is zero, while the derivative of a ramp input is a step – the steeper the ramp, the bigger the output step. The derivative of a vertical change in input, however big or small, gives a theoretical output of infinity. This is one of the main reasons why D is so seldom used: most process variable signals are noisy, so small, fast-changing variations of PV cause the output of the controller to jump about too much.
The D term is employed to try and move the output faster if the error signal changes quickly. Some people call it ‘anticipatory’ control. Nathaniel B. Nichols, co-developer of the famous Ziegler-Nichols method, coined the phrase
Figure 5 is a schematic of a simple controller configured with a ‘parallel’ PI algorithm. For simplicity, no I action is included. Therefore, a manual bias is provided to allow ‘manual reset’ which lets one manually eliminate offset between PV and setpoint. A ramp change of setpoint is shown in Figure 5.
The resultant error signal, and the proportional action, also ramp, and the output of the D unit is a step. The final output of the controller is then a step followed by a ramp. This response is enlarged in Figure 6 and compared with a P-only response. It can be clearly seen that the controller output reacts to a step change in error ‘T’ seconds faster with P+D control as opposed to P-only control.
In the next Loop Signatures article, the application and use of the derivative in modern digital controllers will be discussed.
About Michael Brown
 Michael Brown.
Michael Brown.
Michael Brown is a specialist in control loop optimisation, with many years of experience in process control instrumentation. His main activities are consulting and teaching practical control loop analysis and optimisation. He now presents courses and performs optimisation over the internet. His work has taken him to plants all over South Africa and also to other countries. He can be contacted at: Michael Brown Control Engineering CC,
| Email: | [email protected] |
| www: | www.controlloop.co.za |
| Articles: | More information and articles about Michael Brown Control Engineering |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version